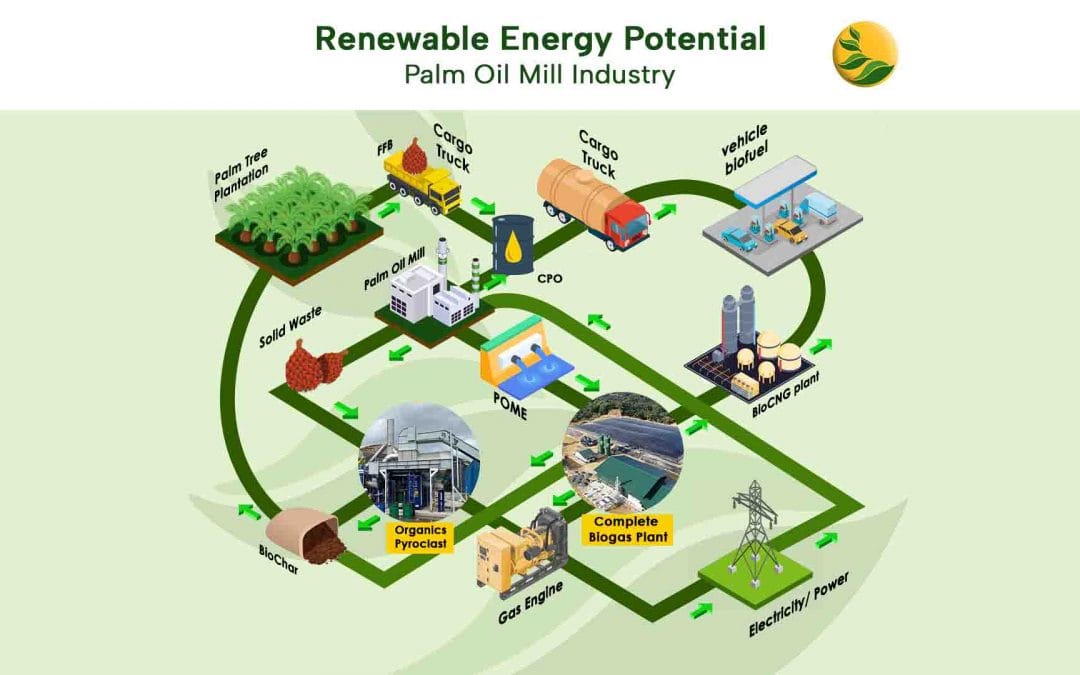
Indonesia, as a leading global producer of palm oil, faces significant challenges stemming from the waste generated by its palm oil industry. Each year, vast amounts of agricultural residues such as empty fruit bunches, palm kernel shells, fibres, and fronds are...
Biochar and Pyrolysis: Environmental Impact, Technology, and Production Method
Written by Angelina Desandra
Carbon credits from biochar are gaining attention in Indonesia, especially among palm oil and agriculture companies. These industries actively seek ways to reduce their carbon footprint and enhance their sustainability image. The market for biochar-based carbon credits in Indonesia is still in its early stages, but it shows promising growth potential.
As awareness about biochar’s benefits and the opportunities for carbon credits rises, we expect demand to increase in the future. In this article, we explore biochar, its production process, and its connection to carbon credits.
What is Biochar and how is it Produced?
What is a Biochar?
Biochar is an organic material created by heating biomass in an oxygen-free environment. This process, called pyrolysis, produces a stable form of carbon that offers several environmental benefits. Biochar improves soil health when used as a soil amendment, and it also serves as a tool for carbon sequestration, helping reduce greenhouse gas emissions.
The biomass used in biochar production comes from various sources, including agricultural waste, landfill materials, and animal waste. The characteristics of the feedstock directly influence the type and quality of carbon present in the biochar. For instance, using agricultural waste can yield a biochar that is particularly effective in nutrient retention and pH regulation.
Biochar’s primary agricultural benefits include soil enhancement, nutrient retention, and pH regulation. Beyond agriculture, biochar also plays a role in generating carbon credits—tradable certificates representing reductions in greenhouse gas emissions.
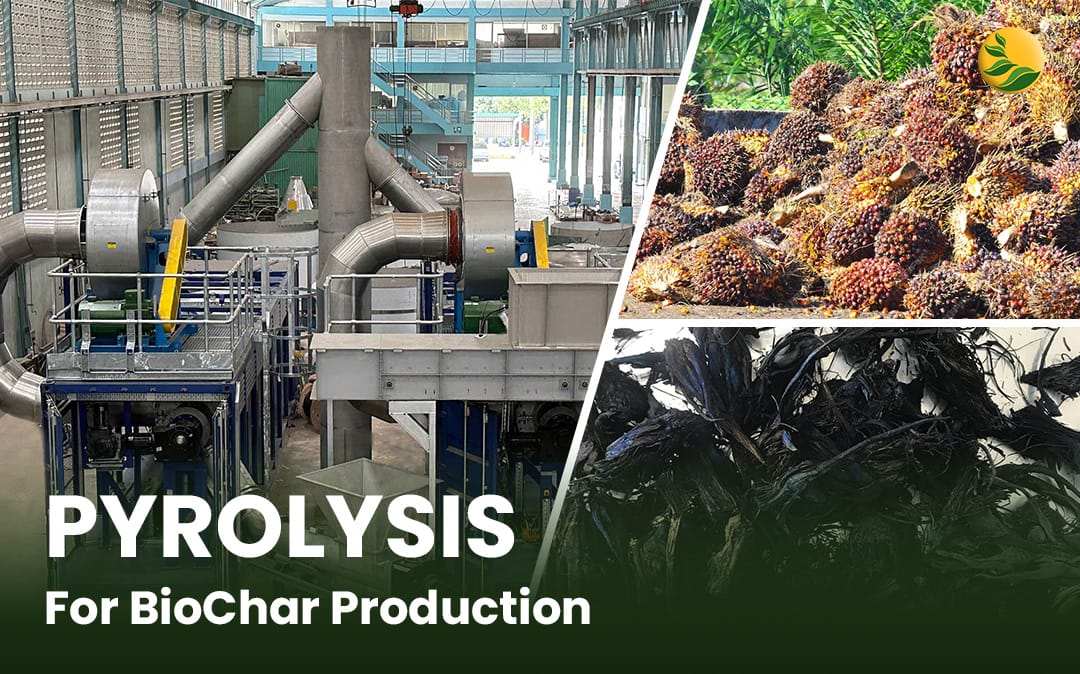
Pyrolysis for Biochar production
Biochar production relies on pyrolysis technology, which involves heating organic material in the absence of oxygen. At Organics, we have developed an in-house pyrolysis system called Pyroclast®. Designed for final waste disposal and carbon production, Pyroclast® offers flexibility in its applications. Whether the focus is on waste disposal, recycling, energy production, or biochar generation, Pyroclast® can adapt to meet customer needs.
The system effectively handles a variety of feedstocks, including waste wood, bamboo, and digestate from anaerobic digestion. Each feedstock produces biochar with unique properties, making Pyroclast® a versatile tool in sustainable waste management and carbon production.


The Process of Pyrolysis for Biochar Production
Unlike incineration, pyrolysis operates within a closed-loop chamber, without oxygen or flames. Organics’ Pyroclast® system can handle between 3.6 and 240 tonnes of dry feedstock per day and between 6 and 40 tonnes per day for wet feedstock. The system includes several key components:
- Waste reception and feed
- Drier
- Pyrolyser
- Thermal oxidiser for steam
- Cycle
- Boiler and steam turbine
- Gas clean-up for pyrogas
- Engine cycle
- Gas engine or gas turbine
The Pyrolysis Process:
- Biomass conditioning: Before entering the pyrolysis reactor, the feedstock must meet certain specifications. Typically, biomass is shredded to a maximum size of 20-50 mm and conditioned to a moisture content below 20%, which is ideal for biochar production. Proper conditioning ensures efficient processing and high-quality biochar.
- Thermal Decomposition: After conditioning, the biomass enters the pyrolyser (or Pyroclast® reactor) and undergoes carbonization at temperatures ranging from 450-800°C. In this patented tube-screw reactor, the biomass stays for up to 30 minutes without exposure to air. This process is called as thermal degradation process which converts solid waste into gas, which is called as pyrogas or syngas, depends on the process mechanism. The solid residue from the process is called Biochar, from organic contents (biomass) or carbon char.
- Gas disposal: To prevent environmental pollution, the produced gas is immediately treated in a high-temperature thermal oxidizer, where it is destroyed before it can be emitted into the atmosphere. Any excess heat generated during the process is safely disposed of to ensure maximum environmental protection

Properties of Biochar
Biochar primarily consists of stable carbon, and its composition varies based on the biomass feedstock and the pyrolysis conditions, such as temperature, heating rate, and duration. Key components of biochar include:
Fixed Carbon
This stable form of carbon makes up the majority of biochar. Fixed carbon does not easily vaporize or decompose, contributing to biochar’s long-term stability in soil. This property is crucial for carbon sequestration and reducing decomposition rates.
Volatile Matter
While most volatile compounds are driven off during pyrolysis, some carbon-based chemicals remain that can vaporize more easily. The amount of volatile matter decreases as the pyrolysis temperature increases.
Ash
Though not carbon-based, ash forms a significant part of biochar. It consists of minerals and salts from the original biomass, which can enhance soil fertility when biochar is used as a soil amendment.
Graphitic Carbon
At higher pyrolysis temperatures, some biochar carbon can form highly ordered graphitic structures, which are exceptionally stable and contribute to the durability of biochar.
Other Important Parameters of Biochar:
- Moisture Content: This affects the drying process and can reduce the overall effectiveness of the biochar.
- Surface Area and Porosity: These characteristics are essential for water retention and provide a habitat for beneficial microorganisms.
- pH level: Biochar influences soil pH when used as an amendment, making it important for balancing soil acidity.
- Nutrient Content: The effectiveness of biochar as a soil enhancer depends on its nutrient content.
- Stability: This determines how long biochar will last in soil and how effectively it sequesters carbon over time.
Biochar Roles in Environmental Management, Agriculture, and Industry
Biochar Roles in Environmental Management
Biochar plays a crucial role in environmental management by aiding carbon sequestration and reducing greenhouse gas emissions. Through photosynthesis, plants absorb carbon dioxide (CO2), storing carbon within their structures while releasing oxygen into the atmosphere. However, when plants die or are cut down, this stored carbon typically returns to the atmosphere as CO2, contributing to global warming.
Biochar offers a solution through two primary mechanisms:
Carbon Capture
During pyrolysis, organic materials like agricultural waste are heated, releasing volatile gases and leaving behind carbon-rich biochar. This process effectively captures carbon by preventing it from being emitted as CO2.
Long-Term Carbon Storage
Once applied to soil, biochar serves as a long-term carbon sink due to its resistance to decomposition. This durable carbon storage method can sequester carbon for decades or even centuries, preventing its re-entry into the atmosphere through natural decay processes.
Additionally, biochar mitigates nitrous oxide (N2O) emissions, another potent greenhouse gas. When applied to agricultural soils, biochar creates a stable environment for microorganisms involved in nitrogen cycling. Its porous structure and chemical properties help retain nutrients, minimizing the production and release of N2O, which often occurs in nitrogen-rich environments through microbial processes.
In summary, biochar captures carbon during pyrolysis, sequesters it in soils, and reduces harmful N2O emissions. These combined benefits make biochar a powerful tool for combating climate change while enhancing soil health and promoting sustainable agriculture.
Biochar as an Energy Source
Beyond its environmental benefits, biochar can also be utilized for energy production. Pyrolysis produces not only biochar but also syngas and bio-oil, both of which can be harnessed as renewable energy sources. Syngas can power electricity generation, heating systems, or serve as a feedstock for chemical production, while bio-oil can function as an alternative fuel or be refined into various bioproducts. This dual functionality makes biochar production highly sustainable, providing both carbon capture and renewable energy from biomass waste management.
Applications of Biochar in Agriculture
Biochar offers numerous benefits in agriculture, improving soil health and enhancing productivity. By increasing soil water retention, promoting nutrient cycling, and fostering microbial activity, biochar supports healthier and more productive soils. Moreover, it provides a habitat for beneficial soil organisms that boost plant growth.
Soil Improvement
Biochar enhances soil water retention, nutrient cycling, and microbial diversity, which leads to more productive soils. Its porous structure also creates a habitat for beneficial microbes that aid plant growth and suppress harmful pathogens.
Nutrient Retention
With its high cation exchange capacity (CEC), biochar retains vital nutrients such as potassium, phosphorus, and calcium. By preventing nutrient runoff and leaching, it ensures plants receive a steady supply of nutrients over time.

pH Regulation
Biochar influences soil pH depending on its source. It can be neutral, slightly alkaline, or acidic, helping regulate soil pH and optimize conditions for plant growth and nutrient absorption.
Disease and Pest Management
By enhancing microbial diversity in the soil, biochar indirectly helps control diseases and pests. Beneficial microbes thrive in biochar-amended soils, suppressing harmful pathogens, while biochar’s porous structure can act as a barrier against some pests.
Water Management
Biochar significantly boosts soil water retention, reducing evaporation and improving water availability to plants. This makes it particularly beneficial in drought-prone regions or sandy soils with poor water retention.
In addition to sequestering carbon, biochar provides co-benefits like reducing nutrient runoff, enhancing soil fertility, and lowering the need for synthetic fertilizers. These advantages contribute to more sustainable agriculture and offer both environmental and economic benefits.
Applications of Biochar in Industry
Biochar, a carbon-rich byproduct of pyrolysis, is rapidly gaining traction across various industries due to its sustainability and environmental benefits. One promising sector is construction, where researchers are exploring the incorporation of biochar into materials like concrete, cement, and asphalt. This not only improves material properties but also enhances carbon sequestration, making biochar a valuable tool for reducing industrial carbon footprints.
Construction Industry

Concrete
Concrete, made from cement, aggregates, and water, is one of the most widely used materials in construction. By partially replacing cement with biochar, researchers have discovered improvements in material properties, such as reduced density and enhanced thermal insulation. In some cases, biochar has the potential to improve mechanical strength. Moreover, incorporating biochar offsets carbon emissions from cement production by sequestering carbon within the concrete itself.
Cement Production
Cement production is infamous for its significant carbon dioxide emissions. By integrating biochar as a partial substitute, companies can produce low-carbon or even carbon-neutral cement alternatives. This method significantly reduces the carbon footprint of cement production while simultaneously promoting long-term carbon sequestration, aligning with global sustainability targets.
Asphalt
In road construction, biochar shows great promise when added to asphalt mixtures. Research indicates that biochar can enhance the mechanical properties of asphalt, such as durability and resistance to cracking. These improvements extend the lifespan of road surfaces while also contributing to carbon capture, offering both functional and environmental benefits.
Pharmaceutical Industry, Healthcare, Research or Laboratory
Biochar also plays an important role in waste management within the healthcare and pharmaceutical sectors. It offers a solution for the safe disposal of hazardous and clinical waste streams, adhering to stringent environmental standards. Pyrolysis systems can convert mixed municipal solid waste into pyrolysis gases, which are then captured and repurposed for ethanol or methane production. This not only addresses waste disposal challenges but also generates recoverable energy, turning waste into a valuable resource.
Other Industry Applications
At appropriate operating temperatures, pyrolysis systems can efficiently manage industrial waste, including scrapped vehicles and used tires, while simultaneously generating power. These systems significantly reduce waste volume by transforming it into useful commodities, such as syngas and biochar, making them an effective solution for sustainable industrial waste management.

Case Study: Pyrolysis of RDF, Puerto Montt, Chile

In Puerto Montt, Chile, a pyrolysis project processes Refuse-Derived Fuel (RDF) from fish processing waste, including plastics. This innovative approach significantly reduces landfill waste while generating heat energy for on-site use or export. Additionally, the process dries the RDF, increasing its energy efficiency.
The benefits of this project include reduced waste generation, decreased reliance on fossil fuels, and the recovery of valuable materials. Operating in an oxygen-depleted environment, this process also reduces greenhouse gas emissions compared to traditional waste disposal methods. With the capacity to process up to 1,000 kg per hour of wet RDF, this project serves as a model of sustainable waste management with substantial environmental and economic advantages.
Conclusion
Biochar offers substantial environmental benefits, from carbon sequestration to improved soil health and renewable energy generation. Its applications extend across agriculture, where it enhances soil properties, and industry, particularly in construction and waste management, helping to lower emissions and promote sustainability. As interest in carbon credits from biochar continues to grow in Indonesia, the potential for further market development is significant.
To learn more about how biochar can benefit your business and explore partnership opportunities, reach out to us today!
Contact Us
For more information about biogas systems and how they can benefit your organization, contact our sustainable energy consulting team today. Embrace green innovation and transform your waste management strategy with the latest biogas solutions.